Moving Floor Conveyor BRT HARTNER MF
Moving Floors as Sturdy Conveying Technology for all Types of Material
The implementation of a moving floor conveyor is recommended when large quantities of material have to be processed, when the material contains mostly abrasive and heavy components or when high availability of the conveyor and bunker technology is required.
Therefore, moving floor conveyors are mostly used in plants with three-shift or multiple-shift-systems and in the power plant sector.
The BRT HARTNER MF Moving Floor Conveyor can funnel all kinds of material, no matter if it is light, heavy, moist, sticky or abrasive. The machine is available in freely configurable lengths and widths in modular design. The combination of different modules enables the realization of any desired hopper surface size.
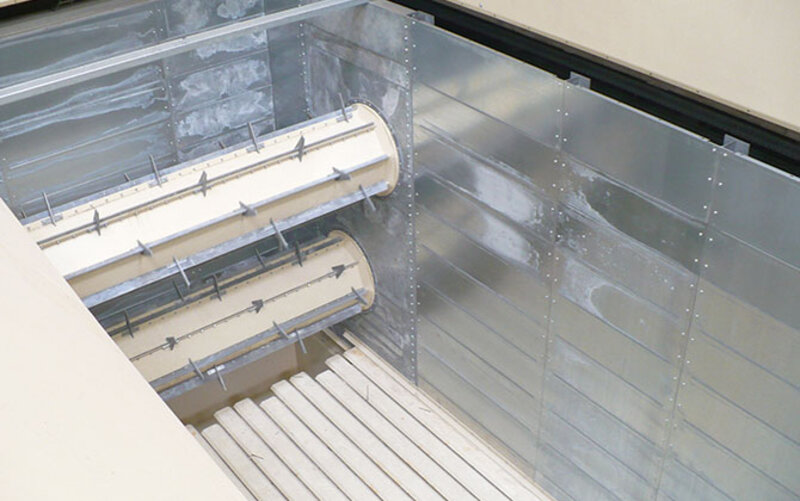
How the Pushing Boards Work
Each Moving Floor Conveyor of BRT HARTNER consists of three push-board groups. Each group can be moved independently from the others. For transporting of material, all three groups are moved in the requested transport direction. The material then moves along with it.
The material transport is effected by forward and backward movement of the push-boards. During the following strokes, the groups are individually withdrawn. The material is held back on the unmoved push-boards. By reversing the transport direction, an optimal feeding of the hopper is achieved before the material is being transported to subsequent processes. Additional equipment such as side walls, substructures, filling funnels or material discharge systems can be added by BRT HARTNER as required.
The design of all components of the moving floor conveyor is very sturdy, therefore the machine has a high load-bearing capacity and it is impervious to impact loads. Additionally, the BRT HARTNER Moving Floor Conveyor is available as a drivable heavy-duty design for trucks and wheel loaders. Another application of the moving floor is the high-rise bunker design for direct loading of trucks.

Andre Berlage
Executive Manager
BRT HARTNER
Stationary Machines
Fon +49 5451 50773-31
Cell +49 160 90693161
a.berlage(at)f-e.de
- Transport of all kinds of material, no matter if featherweight, heavyweight, wet and sticky or highly abrasive
- Modular design for any required size
- Transport speed is infinitely adjustable
- Easy integration of the BRT HARTNER Moving Floor Conveyor into existing material bunkers
- High-rise bunker design for direct loading
- Also available as drivable heavy-duty design
- Without rotating parts, therefore no danger of entanglements
- High carrying capacity, safe against impact load
- As required with metering and discharge devices
Photos & Videos




Downloads
Opening, Dosing & Sorting Systems

Transform your Waste

Contact
Please do not hesitate to contact our BRT HARTNER Team if you have any questions regarding the MF Moving Floor Conveyor.
Andre Berlage
Executive Manager
BRT HARTNER
Stationary Machines
Fon +49 5451 50773-31
Cell +49 160 90693161
a.berlage(at)f-e.de

Steffen Simonsen
Area Sales Manager
BRT HARTNER
Stationary Machines
Fon +49 5451 50773-30
Cell +49 173 5319440
s.simonsen(at)f-e.de

Detlev Rakemann
Area Sales Manager
BRT HARTNER
Stationary Machines
Fon +49 5451 50773-51
Cell +49 170 2200649
d.rakemann(at)f-e.de
Further solutions for Dosing, Sorting, Hopper and Opening technology are available on our product overview page.